
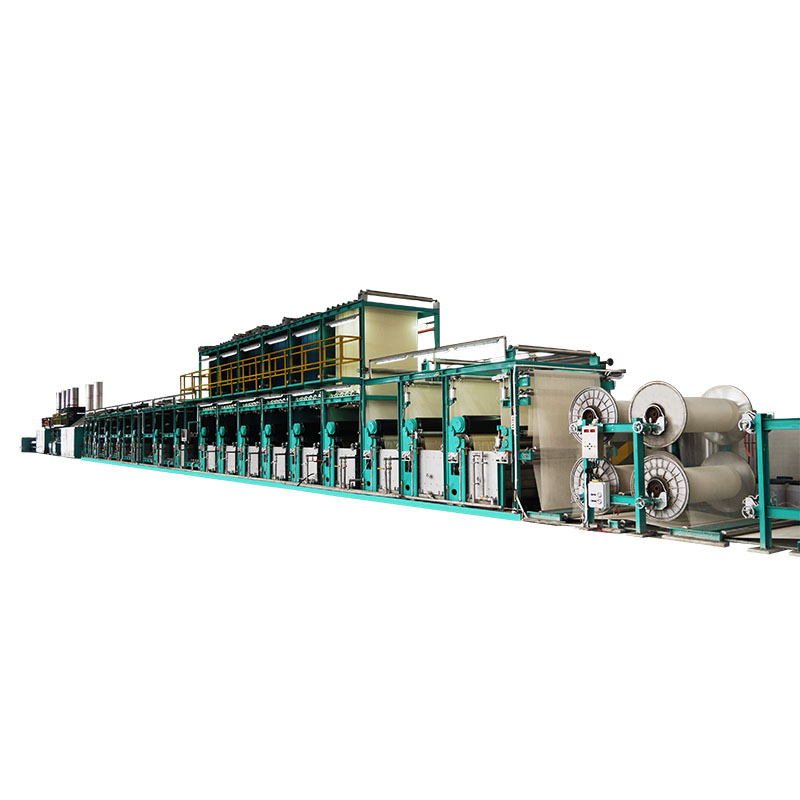
Dostawca asortymentu do farbowania Indigo Slasher w Chinach
Dane techniczne
| 1 | Prędkość maszyny (barwienie) | 6 ~ 36 M/min |
| 2 | Prędkość maszyny (rozmiar) | 1 ~ 50 M/min |
| 3 | Długość wietrzenia | 32 mln (typowo) |
| 4 | Pojemność akumulatora | 100 ~ 140 M |


Belki Creels
Cechy
| 1 | Farbowanie + dobór rozmiaru |
| 2 | Wydajna produkcja |
| 3 | Minimalne pękanie przędzy |
| 4 | Wiele trybów produkcji |
| 5 | Wysoce zautomatyzowana produkcja |

Hamulec belki

Częściowy widok szafki elektrycznej
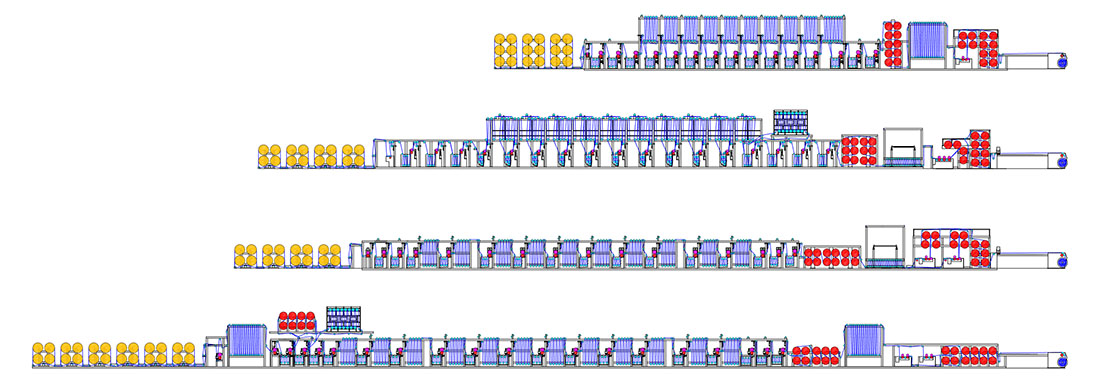
Zasady barwienia metodą slasher indygo
1. Najpierw przygotowuje się przędzę (za pomocą osnowarki kulowej do barwienia lin, za pomocą osnowarki bezpośredniej do barwienia ukośnego) i rozpoczyna się od belek belkowych.
2. Pudełka do obróbki wstępnej przygotowują (poprzez oczyszczenie i zwilżenie) przędzę do barwienia.
3. Pudełka z barwnikami farbują przędzę indygo (lub innym rodzajem barwnika, np. siarką).
4. Indygo poddaje się redukcji (a nie utlenianiu) i rozpuszcza w kąpieli barwiącej w postaci leuko-indygo w środowisku zasadowym, przy czym czynnikiem redukującym jest podsiarczyn.
5. Leuko-indygo wiąże się z przędzą w kąpieli barwiącej, a następnie po zetknięciu z tlenem na ramie wietrzenia, leuko-indygo reaguje z tlenem (utlenianie) i zmienia kolor na niebieski.
6. Powtarzające się procesy zanurzania i wietrzenia pozwalają, aby indygo stopniowo przybrało ciemniejszy odcień.
7. Pudełka po praniu usuwają nadmiar środków chemicznych z przędzy. Na tym etapie można również zastosować dodatkowe środki chemiczne do różnych celów.
8. Klejenie odbywa się zaraz po barwieniu na tej samej maszynie, finalne belki są gotowe do tkania.
9. Jeśli chodzi o produktywność, zakres barwienia lin typu slasher ma zwykle około POŁOWY zdolności produkcyjnej zakresu barwienia lin 24/28.
10. Zdolność produkcyjna: Około 30 000 metrów przędzy w zakresie barwienia slasherem.

Główka

Pudełko z wymiarami

Strefa podziału

Widok z góry maszyny barwiącej Slasher


Automatyczna kontrola napięcia

Przepływomierz Endress+Hauser

Górny arkusz i dolny arkusz
Kategorie produktów
-

Hurtownia, gorąco sprzedana, dzianina frotte w kolorze indygo...
-

Przędza dziewiarska z chińskiej fabryki poliestru ...
-

Hurtownia 100% przędzy z długich włókien konopnych do sprzedaży na gorąco...
-

Bezwodny, wysokociśnieniowy, wysokotemperaturowy elektr...
-

Dostawca asortymentu do farbowania lin Indygo w Chinach
-
Dostawcy z Chin 100% przędzy konopnej do robienia na drutach i...