
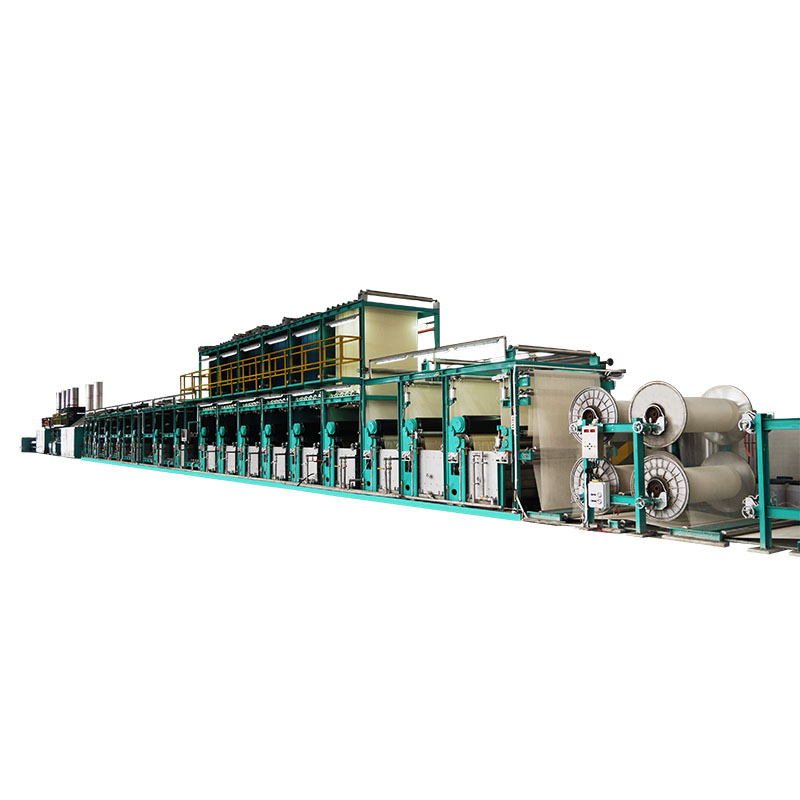
Dostawca linii farb Indigo Slasher w Chinach
Specyfikacje
| 1 | Prędkość maszyny (barwienie) | 6 ~ 36 m/min |
| 2 | Prędkość maszyny (wymiarowanie) | 1 ~ 50 m/min |
| 3 | Długość emisji | 32 M (typowo) |
| 4 | Pojemność akumulatora | 100 ~ 140 M |


Kosze belkowe
Cechy
| 1 | Farbowanie + klejenie |
| 2 | Wydajna produkcja |
| 3 | Minimalne pękanie przędzy |
| 4 | Wiele trybów produkcji |
| 5 | Wysoce zautomatyzowana produkcja |

Hamulec belkowy

Częściowy widok szafy elektrycznej
Zasady barwienia indygo metodą slasher
1. Najpierw przygotowuje się przędzę (na osnowie kłębkowej w przypadku barwienia linowego, na osnowie bezpośredniej w przypadku barwienia rozcinającego) i rozpoczyna się od ramy nośnej.
2. Komory wstępnej obróbki przygotowują przędzę (poprzez czyszczenie i zwilżanie) do barwienia.
3. Farbiarki służą do barwienia przędzy indygo (lub innym rodzajem barwnika, np. siarką).
4. Indygo jest redukowane (w przeciwieństwie do utleniania) i rozpuszczane w kąpieli barwiącej w postaci leukoindygo w środowisku alkalicznym, przy czym czynnikiem redukującym jest hydrosulfit.
5. Leukoindygo wiąże się z przędzą w kąpieli barwiącej, a następnie zostaje zetknięte z tlenem na ramce napowietrzającej. Leukoindygo reaguje z tlenem (utlenianie) i zmienia kolor na niebieski.
6. Wielokrotne zanurzanie i napowietrzanie pozwala indygo stopniowo nabrać ciemniejszego odcienia.
7. Po praniu komory usuwają nadmiar środków chemicznych z przędzy. Na tym etapie można również zastosować dodatkowe środki chemiczne w innym celu.
8. Proces kalibrowania odbywa się zaraz po farbowaniu na tej samej maszynie, ostateczne belki są gotowe do tkania.
9. Pod względem wydajności, linia do barwienia metodą slasher zazwyczaj ma POŁOWĘ wydajności linii do barwienia lin o wydajności 24/28 lin.
10. Zdolność produkcyjna: Około 30000 metrów przędzy wytwarzanej w procesie barwienia slasher.

Główka

Pudełko na rozmiary

Strefa podziału

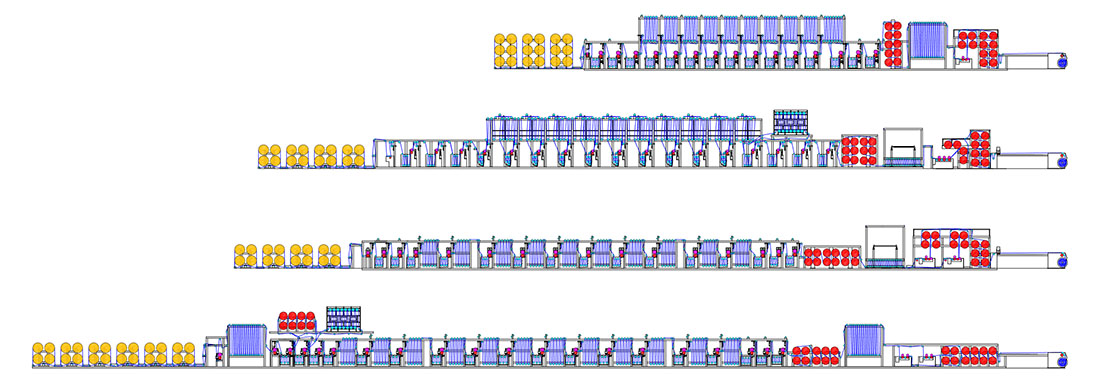
Widok z góry maszyny do farbowania metodą slasher


Automatyczna kontrola naprężenia

Przepływomierz Endress+Hauser

Arkusz górny i arkusz dolny
Kategorie produktów
-

Automatyczna maszyna do nawijania dżinsu
-

Dostawca w Chinach produkujący tkaniny wiskozowe typu spunlace, nie...
-

Podnośnik przemysłowy platformowy hydrauliczny o udźwigu 300 kg i 500 kg...
-

100% naturalna przędza konopna do tkania i ...
-

Automatyczna maszyna do pakowania w folię termokurczliwą w rolkach
-

100% Oryginalne Hurtowe Rękodzieło i Ekologiczne...