
SYSTEM WYKRYWANIA PRZĘDZY PRZĘDZARNI OBRĘCZNIKOWEJ



Tło branżowe
Obecnie na wydajność przedsiębiorstw tekstylnych wpływają przede wszystkim koszty pracy, stan sprzętu, operacje biznesowe i inne czynniki. Proces przędzenia jest kluczowym procesem jakości przędzalni, trudnym do zarządzania, a najbardziej bezpośrednią reakcją na jego zarządzanie są dane dotyczące zerwania przędzy. Dlatego wykrywanie i ograniczanie zerwania jest najwyższym priorytetem zarządzania przędzą. Wiemy, że 30% do 35% zerwań jest spowodowanych przez 5% wadliwych wrzecion. Tradycyjną metodą jest znajdowanie tych 5% wadliwych wrzecion poprzez podróżowanie, naprawę przez mechaników i pobieranie próbek przez testerów, ale istnieje wiele wad.
Opracowaliśmy system wykrywania on-line. Potrafi on terminowo i skutecznie lokalizować miejsca przerw w maszynie i znacznie poprawić wydajność pracy ram pierścieniowych. Nasza firma ma na celu zapewnienie zaawansowanych, inteligentnych usług modyfikacji dla procesu przędzenia przedsiębiorstw tekstylnych, przyspieszenie modernizacji sprzętu przędzalniczego w celu poprawy konkurencyjności przedsiębiorstw i nie szczędzenie wysiłków, aby pomóc użytkownikom zmaksymalizować zysk dzięki wykorzystaniu wydajnych i inteligentnych środków kontroli produkcji.
Skład systemu
System składa się głównie z urządzeń monitorujących i elementów wykonawczych.
Urządzenie monitorujące obejmuje pojedyncze urządzenie monitorujące wrzeciono.
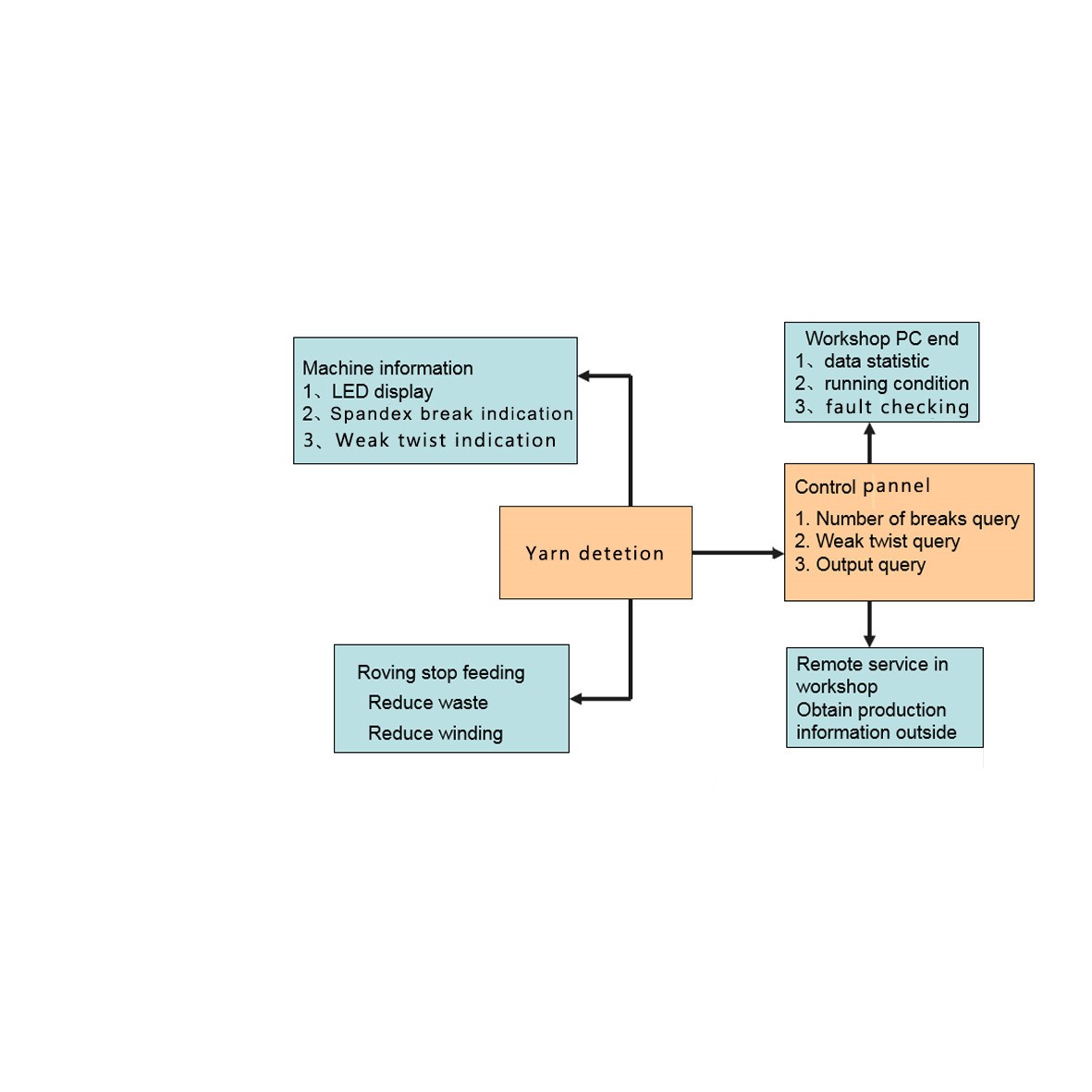
Siłowniki składają się głównie z czterech części: fotoelektrycznego systemu wykrywania przerwy, urządzenia zatrzymującego podawanie materiału, wyświetlacza sterowania końcem przekładni oraz wskaźnika ostrzeżenia o przerwie końcowej. Schematyczny diagram modułów systemu przedstawiono na rysunku 1 poniżej. (Wśród nich, platforma zarządzania wirowaniem, inteligentny system chmury wirującej, monitorowanie zużycia energii, monitorowanie środowiska, wskaźnik przerwy i słabego skrętu, ustawienie spandexu, ustawienie prędkości wentylatora ssącego, ustawienie siro są modułami opcjonalnymi; bez modułów opcjonalnych odpowiednie dane nie będą wyświetlane).
Funkcje systemu
System monitorowania i sterowania ma funkcje pojedynczego wskaźnika i wyświetlacza maszyny, wyświetlacza końcowego przekładni, wyświetlacza warsztatowego, wyświetlacza głównego serwera, podawania końcowego zatrzymania przędzy, terminowego wykrywania pęknięć i precyzyjnego pozycjonowania, pomaga uchwycić kluczowe punkty jakości procesu przędzenia, zmniejsza nakład pracy i ilość odpadów oraz poprawia jakość.
Jego szczególną zaletą jest to, że system został wzbogacony o moduł zarządzania produkcją dla przędzalnictwa. Umożliwia on gromadzenie danych z danych masowych, generowanie różnorodnych raportów graficznych i tekstowych zgodnie z potrzebami klientów, wspomaganie działu technologicznego i kadry zarządzającej w analizie, zarządzaniu i podejmowaniu decyzji, a także zapewnia użytkownikom wygodę zarządzania.
System zarządzania produkcją obejmuje przede wszystkim następujące funkcje:
A) Możliwość wyświetlania wrzecion z większymi uszkodzeniami, terminowego znajdowania uszkodzonego wrzeciona i powiadamiania mechanika o konieczności naprawy;
B) Nie ma potrzeby ręcznego sprawdzania ilości przerw 1000 wrzecion/godzinę, a przerwy zdejmowane można w każdej chwili przeglądać online;
C) Nie ma potrzeby ręcznego kopiowania wydajności produkcji każdej zmiany, system generuje ją automatycznie;
D) Może wyświetlać prędkość wrzeciona, unikać niskiej prędkości wrzeciona i redukować słaby skręt;
E) W każdej chwili można sprawdzić odmiany przędzenia i stan maszyny pod kątem harmonogramu odmian;
F) Możliwość obserwacji działania i tempa pracy wszystkich maszyn;
G) Można w każdej chwili sprawdzić zależność prędkości od innych parametrów i zoptymalizować prędkość.
Funkcje systemu
System monitorowania i sterowania ramą pierścieniową to inteligentne narzędzie informacyjne. Może rejestrować wszystkie dane i sprawiać, że praca jest bardziej otwarta i przejrzysta, wspomagając w ten sposób zarządzanie grupą warsztatową i dostarczając przedsiębiorstwu naukowych podstaw do podejmowania decyzji i optymalizacji procesów. System ma poniższe oczywiste cechy
A) Pomiędzy poszczególnymi czujnikami nie ma połączenia przewodowego. Montaż bezpośredni.
B) Sonda fotoelektryczna (lub elektryczno-magnetyczna) ma zalety dokładności i czułości, jest mała, odległość między sondą a pierścieniem jest duża, a także nie ma wpływu na łączenie przędz i wymianę wózka.
C) Ruchome urządzenie podające jest odpowiednie do form równoległych i w kształcie litery V. Zastosowano w nim elastyczne połączenie modułów, nie ma potrzeby stosowania dodatkowych linii obwodowych, automatycznie identyfikuje położenie wrzeciona, ma prostą konstrukcję oraz jest wygodne w montażu i konserwacji. Czułość ruchomego urządzenia zatrzymującego wynosi 4 sekundy.
D) Każdy zestaw wyposażony jest w ekran z interfejsem człowiek-maszyna, umożliwiający szybkie instrukcje dotyczące obsługi dla pracowników i mechanika.
E) Konstrukcja z funkcją Wi-Fi, umożliwiająca zdalną obsługę w przyszłości, stabilne połączenie bezprzewodowe między laptopem i telefonem komórkowym.
Znaczenie modułu monitorowania przerw
Moduł wykrywania przerw w systemie jest widoczny głównie na lampie i wyświetlaczu. Różne kategorie wyświetlaczy oznaczają różne znaczenia. Szczegóły poniżej, formularz 1.
| Pozycja | Kategorie | Implikacja |
| Pozycja wrzeciona | Niebieskie światło mrugające | przerwy |
| Czerwone światło mrugnięcia | wada | |
| Czerwone światło włączone | Słaby skręt | |
| Fioletowe światło mrugające | Zakrycie czujnika | |
| lampa | Zielone światło włączone | 1-4 przerwy |
| Żółte światło włączone | 5-9 przerw | |
| Czerwone światło włączone | 10-24 przerwy | |
| Czerwone światło mrugnięcia | Przerwy powyżej 25 | |
| 2 kolory naprzemiennie mrugają | Ostrzeżenie dotyczące szkicu/usterka płyty głównej | |
| Wyświetlacz | Litera b+cyfra | Ilość przerwana |
| Litera E+numer | Słaba ilość skrętu | |
| Litera F+cyfra | Ilość błędów |
Dostosowane główne parametry techniczne maszyny
System monitorowania dostosowany jest do poniższych 2 parametrów, pozostałe parametry są dostosowywane do wymagań.
| NIE. | Przedmiot | specyfikacja |
| 1 | Nadaje się do rodzaju przędzy | 14-100s bawełny i mieszanki |
| 2 | Liczba wrzecion | Krótka rama, długa rama |
| 3 | Rodzaj opracowania | rysunek równoległy i V |
| 4 | Wskaźnik wrzeciona | 68,75 mm, 70 mm, 75 mm |
| 5 | Średnica kołyski wału | 28MM、40MM |
| 6 | Rodzaj pierścionka | Płaszczyzna, Stożek |
| 7 | Numer wrzeciona | Od końca przekładni (L/R) w kolejności |
Specyfikacja techniczna systemu
System umożliwia inteligentny monitoring online w czasie rzeczywistym. Jego zasadę działania i schemat działania przedstawiono odpowiednio w tabeli 2 i tabeli 3.
Zasada działania systemu wykrywania przędzy
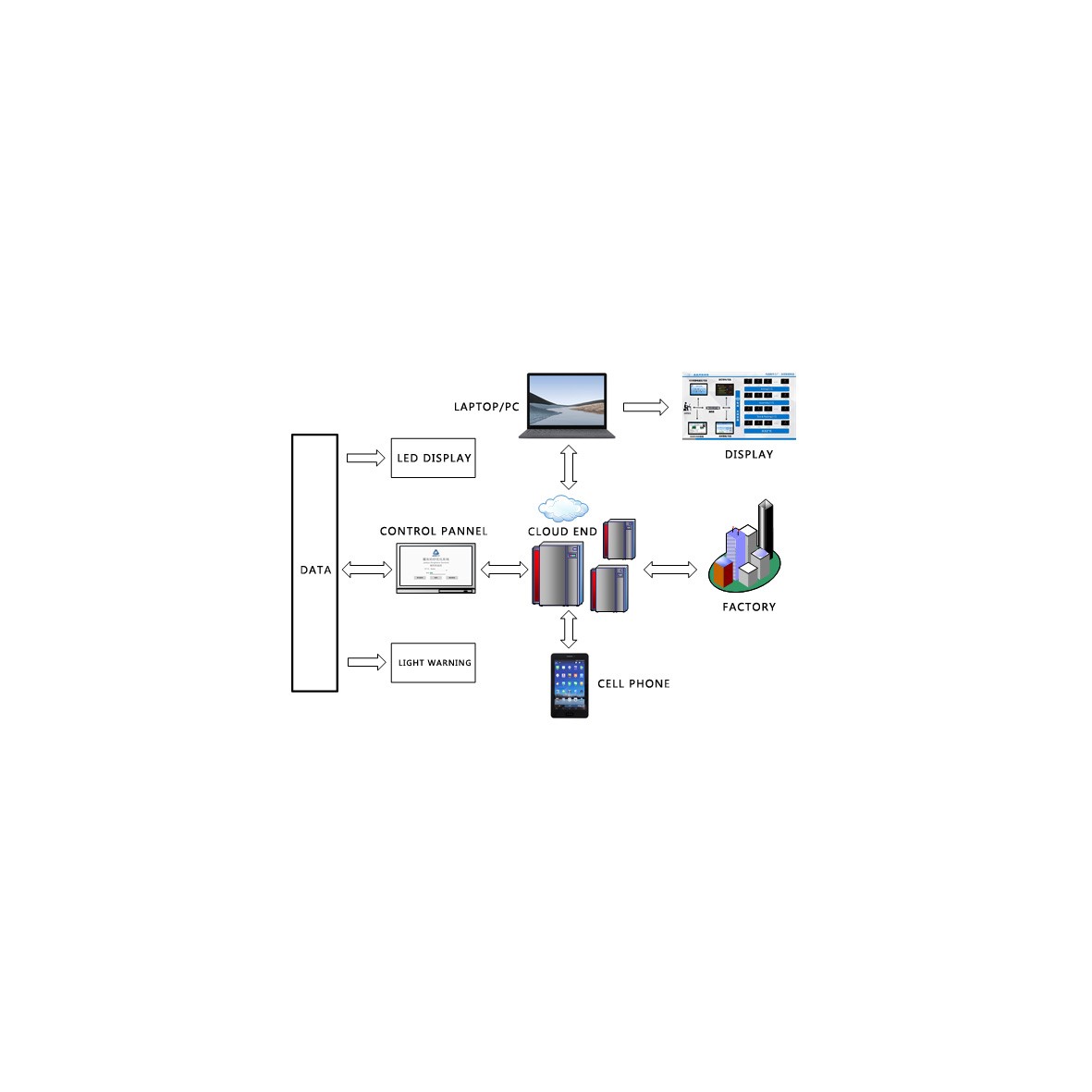
Schemat działania systemu wykrywania przędzy
System monitorowania ramy obrotowej jest inteligentny, informacyjny i lekki. Jego główne parametry techniczne przedstawiono w tabeli 2 poniżej.
| Przedmiot | Treść | System monitorowania pojedynczego wrzeciona JADEYO 2.0 |
| Sprzęt komputerowy | Wydajność czujnika | Fotoelektryczny, magnetyczny |
| Specyfikacja płyty czujnikowej | 24 wrzeciona 0,7 kg | |
| Typ końcowy użytkownika | Obsługuje komputery PC, telefony komórkowe, laptopy, opaski na rękę itp. | |
| Zatrzymanie wędrujące | W tym samym czasie, gdy nastąpi przerwa | |
| Kontrola projektu | Wyświetl średnicę rolki i aktualną prędkość | |
| Monitorowanie produkcji | Wyświetl rodzaj przędzy, tempo produkcji, długość, wydajność, czas zdejmowania itp. | |
| Liczba awarii/1000 wrzecion/godzinę | Kontrola prędkości wrzeciona na linii oraz występowanie pęknięć końcowych/1000 wrzecion/godzinę | |
| Analiza przerw w zdejmowaniu | Sprawdź na linii prędkość wrzeciona i liczbę przerw/1000/godzinę każdego zdejmowania | |
| Alarm przerwania końcówek | Światło czujnika miga, sterownik końcowy przekładni pokazuje pozycję hamulca, a wyświetlacz pokazuje ilość hamulców | |
| Lekkie skręcenie | Włączona kontrolka czujnika może sprawdzić prędkość wrzeciona i ilość przerw | |
| Sposób transmisji | Łatwe wkładanie płytki drukowanej | |
| oprogramowanie | Łączenie w sieć z innymi urządzeniami monitorującymi | Sieciowanie wielu maszyn może polegać na tworzeniu sieci monitorujących i zapobiegających przerwaniu połączeń. |
| Użycie tabeli parametrów | Istniejące raporty można dostosować do potrzeb, a później dostosować do tworzenia i konfigurowania nowych raportów. | |
| Udostępnianie danych | Dane są w pełni otwarte, interfejs danych obsługuje Ethernet, jest kompatybilny z systemem realizacji produkcji HMES, systemem planowania zasobów ERP, systemem biurowym OA itd. | |
| Uaktualnienia funkcji oprogramowania | Można go ponownie rozwinąć i mieć funkcję rozbudowy | |
| Norma jakości | Wykrywanie wszystkich wrzecion w linii | Dokładne, bez dezinformacji |
| Dzienny wskaźnik awaryjności sondy wykrywającej i innych elementy elektryczne | W przypadku 1/10000 żywotność wynosi ponad 10 lat |
Kategorie produktów
-

Dzianina denimowa z organicznej bawełny twill
-

Precyzyjna maszyna do wstępnego kurczenia koców
-

Maszyna do farbowania z podwójnym przetwornikiem częstotliwości
-

Maszyna do barwienia przędzy próbnej 200g/szt.
-

100% poliestrowa tkanina mikrowelurowa na odzież
-

Przechowywanie belek, przechowywanie rolek tkanin